
Büro · 19. Etage

Kapitel II · Die Fabrik
Made in China - auditiert, zertifiziert, begleitet.
Sechs Stationen auf einer durchgehenden Fertigungsfläche in Fenggang, Dongguan. Der Rundgang dauert rund zwanzig Minuten und uns wäre lieber, Sie gehen ihn selbst, statt davon zu lesen, aber bis Sie einfliegen, finden Sie hier die Fertigung in Schriftform.
- 12.000 m²
- Eigene Anlage
- ISO 9001
- Qualitätszertifiziert
- BSCI
- Sozial auditiert
- 320 / Schicht
- Komposter-Durchsatz
- 1 von 25
- OQC demontiert
- 25-40 T.
- Standardlieferzeit
Station 01 · Hauptsitz
Goldenhot Plastic & Hardware Products Co., Ltd.
Wir befinden uns in Fenggang, am östlichen Rand von Dongguan, eine halbe Provinz südlich von Shenzhen, jener Teil von Guangdong, in dem seit dreißig Jahren still und leise die Kleingeräte der Welt entstehen. Das Gebäude gehört uns. Das Gelände gehört uns. Die ISO 9001-Tafel am Tor ist kein Aufkleber an einer geteilten Anlage; sie sitzt unter dem Firmenschild an einer Wand, an der die Gründer seit 2003 weiterbauen.
Goldenhot ist die Muttergruppe; GoldHot Kitchen Appliances ist die Gerätesparte darin. Die Schwestersparten auf demselben Areal fertigen die Handtuchwärmer-Linie und die Haarpflege-Linie, die Sie auf goldhottowelwarmer.com und goldhot.hk finden. Ein Empfang, ein Einkaufsbüro, ein QC-Standard, drei Marken speisen dasselbe Exportbuch.
Einkäuferbesuche sind mit vierzehn Tagen Vorankündigung willkommen. Wir übernehmen den Bodentransfer ab Shenzhen Bao'an, organisieren bei Bedarf einen Dolmetscher und führen Sie durch jede Station, die Sie auf dieser Seite lesen.
- Gegründet
- 2003
- Standort
- Fenggang, Dongguan
- Grundstück
- ≈ 12.000 m²
- Zertifizierung
- ISO 9001 · BSCI

Station 02 · Spritzguss
Jedes Gehäuse im Katalog verlässt eine Presse in diesem Raum.
Wir betreiben unser eigenes Werkzeug. Der Satz klingt klein, bis Sie ihn noch einmal lesen: jedes Komposter-Gehäuse, jede Lunchbox-Schale, jeder PFM-Deckel, den Sie im Katalog sehen, verlässt eine Schließpresse in diesem Bereich und läuft zwanzig Meter weiter zur nächsten Station, statt das Perlflussdelta auf einem Lkw zu überqueren.
Mehr als zwanzig Pressen laufen in zwei Schichten. Die Hauptmaschinen sind 250-Tonnen- und 350-Tonnen-Pressen, ausgelegt für die Gehäuse der CY06- und CY11-Familie, ergänzt durch kleinere 80- und 120-Tonnen-Pressen für Innentrommeln, Deckel und Detailteile. Werkzeuge bleiben auf der Presse für die zugehörige SKU; zwischen Aufträgen wechseln wir Schüsse, keine Werkzeuge.
Kunststoffe: virgin PP für Lebensmittelkontaktteile (Innentrommel, Lunchbox-Schale) und recycelbasiertes PP-HD für die Außenschalen. Jedes Lebensmittelkontakt-Harz ist FDA-21CFR-177-konform und chargenrückverfolgbar, die Losnummer steht im QC-Protokoll neben jeder fertigen Seriennummer.
- Pressen
- über 20 Maschinen
- Schließkraft
- 80-350 T
- Material
- Virgin PP · PP-HD
- Konformität
- FDA-21CFR-177

Station 03 · Montage
Die Komposter-Linie, von Anfang bis Ende.
Das ist die Komposter-Linie an einem Dienstag. Zweiundvierzig Stationen von der Rohtrommel bis zum fertigen Karton. Die Mitarbeiterin, die die Bank entlanggeht, ist die Linienleiterin, sie prüft seit 2017 jeden Zyklus, kennt die Musik des Getriebes, bevor es der Drehmomentschlüssel tut, und zeichnet das Linienabschlussprotokoll am Ende jeder Schicht ab.
Wir bauen mit einer Taktzeit von rund neunzig Sekunden. Das heißt: alle anderthalb Minuten rollt ein fertiger Komposter von dieser Bank, acht Stunden pro Schicht, zwei Schichten pro Tag. Die Rechnung für Einkäufer: eine einzige Linie deckt einen 500er-Auftrag in eineinhalb Tagen mühelos ab, mit einem Puffer von dreißig Tagen vorgelagert für Spritzguss und PCB.
Was im Foto nicht sichtbar ist: die Inline-Zugtests an Station 12 und 33, die Burn-in-Kammer am Linienende und der OQC-Tisch, an dem jede fünfundzwanzigste Einheit zerlegt, gewogen und fotografiert wird. Nichts davon verlängert die Linienzeit, es läuft per Konstruktion parallel.
- Stationen
- 42 pro Linie
- Taktzeit
- ≈ 90 Sek./Einheit
- Tagesausstoß
- ≈ 320 Einheiten/Schicht
- OQC-Stichprobe
- 1 von 25 demontiert

Station 04 · PCB- & Elektroprüfung
Jede Platine wird vor der Auslieferung unter Strom geprüft.
Jede Komposter-Platine, jeder Lunchbox-Heizungscontroller, jede Timerplatine des Pet-Food-Makers, jede einzelne, wird hier unter Strom gesetzt, bevor sie ins Gehäuse verschraubt wird. Wir liefern keine Platinen aus, die nie eingeschaltet waren.
Der Prüfplatz fährt vier parallele Prüfstände: einen 220-V-AC-Test für die Heizelemente, einen 5-V-DC-Logikleitungstest für das Touch-Panel, eine geräuscharme Schalldruckmessung (wir halten die Komposter-Linie unter 38 dB, hier gemessen, nicht versprochen) und eine EMV-Vorprüfung gegen die CE-LVD-Grenzwerte, die die Serieneinheit im Labor bestehen muss.
Defekte Platinen erhalten einen roten Punkt und einen Eintrag im Fehlerprotokoll; bestandene Platinen erhalten einen Serien-Sticker, der die Einheit den Rest der Linie begleitet. Auf diesem Protokoll basiert der Vorversand-Inspektionsbericht, den wir Ihnen vor dem Containerausgang als PDF zusenden.
- Prüfstände
- 4 parallel
- Geräuschpegel
- < 38 dB (Komposter)
- Vor-EMV
- CE-LVD-Grenzwerte
- Erstdurchlaufrate
- ≈ 99,3 %

Station 05 · Fertigwarenlager
Kartoniert, palettiert, containerbereit.
Vom OQC-Tisch wandern die Einheiten hierher, wo das Kartondesign auf ein Ziel hin entwickelt wurde: ein 40-HQ-Container mit so wenig Lufträumen wie möglich. Wir schaffen rund 380 Komposter-Masterkartons in einem 40 HQ; etwa 720 Lunchbox-Kartons; der Pet-Food-Maker stapelt sich wegen seiner höheren Silhouette niedriger.
Versandbasis ist standardmäßig FOB Shenzhen Yantian, vierzig Kilometer auf der Tieflader-Plattform, und wir sind am Hafen. EXW Dongguan ist verfügbar, wenn Ihr Spediteur den Bodentransport selbst übernehmen möchte. So oder so läuft das Lagerbuch in derselben QC-Software wie die Linie, sodass das B/L, das wir dem Spediteur übergeben, dem Seriennummernbereich entspricht, den Sie erhalten, keine Überraschungen beim Auspacken.
Lieferzeit-Rechnung: Standard 25 bis 40 Tage von Anzahlung bis Werkstor, je nach Volumen und Spritzguss-Warteschlange. Die ruhige Woche des Jahres ist das Frühlingsfest; wir veröffentlichen den Cut-off-Termin Mitte November, damit Einkäufer entsprechend planen können.
- Container
- 40 HQ Standard
- Komposter / 40 HQ
- ≈ 380 Kartons
- Hafen
- Shenzhen Yantian
- Lieferzeit
- 25-40 Tage
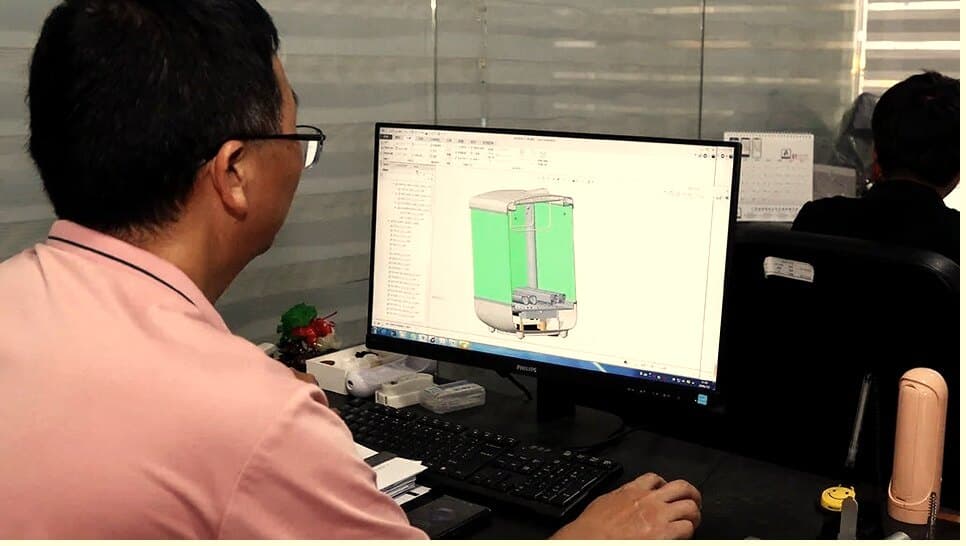
Station 06 · Entwicklung & R&D
Wo der nächste Komposter bereits auf dem Bildschirm steht.
Das ist der Teil der Fertigung, den die Katalogseite nie zeigt. Vier Maschinenkonstrukteure, zwei Industriedesigner, ein Elektronikleiter. Der Komposter auf dem Bildschirm im Foto ist die nächste Generation des CY06, leiserer Motor, schlankeres Profil, eine Glasdeckel-Werkzeugänderung, die Sie etwa im 1. Quartal 2027 im Katalog sehen werden.
Wir konstruieren unser Werkzeug hier selbst, prototypisieren in SLA und SLS auf der Bank in der Ecke und fahren die erste Charge neuer Werkzeuge auf denselben Pressen, die später produzieren. Das schrumpft die Schleife von der Skizze zum echten Gehäuse auf Wochen statt Monate, der Grund, warum unsere OEM-Kunden wiederkommen. Ein Einkäufer, der eine Private-Label-SKU möchte, betritt diesen Raum mit einem Briefing und verlässt ihn mit einer CAD-Datei, die die Spritzguss-Halle noch in derselben Woche kalkulieren kann.
Die Standard-OEM-Mindestmenge liegt bei 500 Einheiten; Private-Label-Farbvarianten und Verpackungen beginnen bei derselben Stückzahl. Die Werkzeugkosten werden über Ihre ersten drei Produktionsläufe abgeschrieben.
- Designer
- 4 Mech · 2 ID · 1 EE
- Prototyp
- SLA / SLS hauseigen
- OEM-MOQ
- 500 Einheiten
- Private Label
- ab 500 Einheiten
Wo Sie uns finden
Zwei Standorte, ein Dorf.
Zentrale und Werk liegen im Dorf Yantian, Gemeinde Fenggang, Dongguan, nur drei Fahrminuten voneinander entfernt. Beide Standorte sind nach Voranmeldung für Einkäufer-Besuche geöffnet.
Werk · Erdgeschoss
Produktionslinie · QK · Verpackung
Building 3, No. 2, Yi'an Middle Road, Yantian Village, Fenggang Town, Dongguan, Guangdong 523690, ChinaWerksbesichtigungen werden über das obige Anfrageformular vereinbart. Beide Standorte liegen im Dorf Yantian, keine drei Fahrminuten voneinander entfernt.
Fertigungsgruppe
GoldHot Towel Warmer Sparte
GoldHot Kitchen Appliances und GoldHot Towel Warmer sind Schwestersparten der GoldHot-Markenfamilie. Gefertigt werden sie von Dongguan Goldenhot Plastic & Hardware Products Co., Ltd. in Fenggang, Dongguan, Guangdong.
Kommen Sie, gehen Sie die Fertigung ab
Zwanzig Minuten sind besser als zehn E-Mails.
Einkäuferbesuche sind mit vierzehn Tagen Vorankündigung willkommen. Wir übernehmen den Bodentransfer ab Shenzhen Bao'an, organisieren einen Dolmetscher und reservieren Zeit im Kalender der Linienleiterin, damit Sie die Menschen befragen können, die die Arbeit tun.