
Office · 19th floor

Chapter II · The factory
Made in China - audited, certified, hosted.
Six stations on one continuous floor in Fenggang Town, Dongguan. The walk takes about twenty minutes and we'd rather you take it than read about it, but until you fly in, here's the floor in writing.
- 12,000 m²
- Owned facility
- ISO 9001
- Quality certified
- BSCI
- Social audited
- 320 / shift
- Composter throughput
- 1 in 25
- OQC disassembled
- 25-40d
- Standard lead time
Station 01 · Headquarters
Goldenhot Plastic & Hardware Products Co., Ltd.
We're in Fenggang Town, on the eastern edge of Dongguan, half a province below Shenzhen, the part of Guangdong that has been quietly making the world's small appliances for thirty years. The building is ours. The grounds are ours. The ISO 9001 board at the gate is not a sticker on a shared facility; it sits below the company plaque on a wall the founders have been adding to since 2003.
Goldenhot is the parent group; GoldHot Kitchen Appliances is the appliance division within it. Sister divisions on this same complex make the towel-warmer line and the hair-care line you'll find at goldhottowelwarmer.com and goldhot.hk. One reception, one purchasing office, one QC standard, three brands feeding the same export ledger.
Buyer visits are welcome with fourteen days' notice. We cover ground transport from Shenzhen Bao'an, arrange a translator if needed, and walk you through every station you'll read about on this page.
- Founded
- 2003
- Location
- Fenggang Town, Dongguan
- Land area
- ≈ 12,000 m²
- Cert.
- ISO 9001 · BSCI

Station 02 · Injection moulding
Every housing on the catalog leaves a press in this room.
We run our own tooling. That sentence sounds small until you read it again: every composter housing, every lunchbox shell, every PFM lid you see on the catalog leaves a clamping press in this bay, then walks twenty metres to the next station instead of crossing the Pearl River Delta on a truck.
Twenty-plus presses run two shifts. The headline machines are 250-tonne and 350-tonne, sized for the CY06 and CY11 family housings, with smaller 80- and 120-tonne presses dedicated to the inner drums, lids, and detail parts. Tools live on the press for the SKU they belong to; we change shots, not tools, between runs.
Plastics: virgin PP for food-contact parts (the inner drum, the lunchbox tray) and recycled-blend PP-HD for the outer shells. Every food-contact resin is FDA-21CFR-177 compliant and traceable by batch, the lot number lives in the QC log next to each finished serial.
- Presses
- 20+ machines
- Tonnage
- 80-350 T
- Material
- Virgin PP · PP-HD
- Compliance
- FDA-21CFR-177

Station 03 · Assembly
The composter line, end to end.
This is the composter line on a Tuesday. Forty-two stations from raw drum to finished carton. The worker walking the bench is the line lead, she's checked every cycle since 2017, knows the music of the gearbox before the torque wrench does, and signs off the line-end log at the close of each shift.
We build to a takt of about ninety seconds. That means one finished composter rolls off this bench every minute and a half, eight hours a shift, two shifts a day. The arithmetic for buyers: a single line easily covers a 500-unit order in a day and a half, with a thirty-day cushion built in for moulding and PCB upstream.
What's not visible in the photo: the in-line pull-tests at stations 12 and 33, the run-in burn-in chamber at the end, and the OQC table where one in every twenty-five units is pulled apart, weighed, and photographed. None of that adds line time, it's parallel, by design.
- Stations
- 42 per line
- Takt time
- ≈ 90 sec / unit
- Daily output
- ≈ 320 units / shift
- OQC sample
- 1 in 25 disassembled

Station 04 · PCB & electrical QC
Every board is powered and tested before it ships.
Every composter board, every lunchbox heater controller, every pet-food-maker timer board, every one, is powered up here before it's screwed into a housing. We don't ship boards that have never been turned on.
The bench runs four parallel rigs: a 220 V AC test for the heater elements, a 5 V DC logic-line test for the touch panel, a low-noise sound-floor measurement (we hold the composter line to under 38 dB, it's tested here, not promised), and an EMC pre-screen against the CE-LVD limits the production unit needs to clear when it reaches the lab.
Failed boards get a red dot and a write-up in the failure log; passed boards get a serial sticker that follows the unit through the rest of the line. The log is what your pre-shipment inspection report draws from when we send the PDF before the container moves.
- Test rigs
- 4 parallel
- Noise floor
- < 38 dB (composter)
- Pre-EMC
- CE LVD limits
- Pass rate
- ≈ 99.3 % first-time

Station 05 · Finished-goods warehouse
Cartoned, palletised, container-ready.
From the OQC table units move here, where the carton design has been engineered for one thing: a 40 HQ container with as few air pockets as we can manage. We hit roughly 380 composter master-cartons in a 40 HQ; about 720 lunchbox cartons; the pet-food maker stacks lower because of its taller silhouette.
Shipping is FOB Shenzhen Yantian as standard, forty kilometres on a flatbed and we're at the port. EXW Dongguan is available if your forwarder wants to handle the ground leg. Either way the warehouse ledger lives in the same QC software as the line, so the bill of lading we hand the forwarder matches the serial range you'll receive, no surprises at the unpack.
Lead time math: standard 25 to 40 days from deposit to gate, depending on volume and the moulding queue. The slow week of the year is Spring Festival; we publish the cut-off date in mid-November so buyers can plan around it.
- Container
- 40 HQ standard
- Composter / 40 HQ
- ≈ 380 cartons
- Port
- Shenzhen Yantian
- Lead time
- 25-40 days
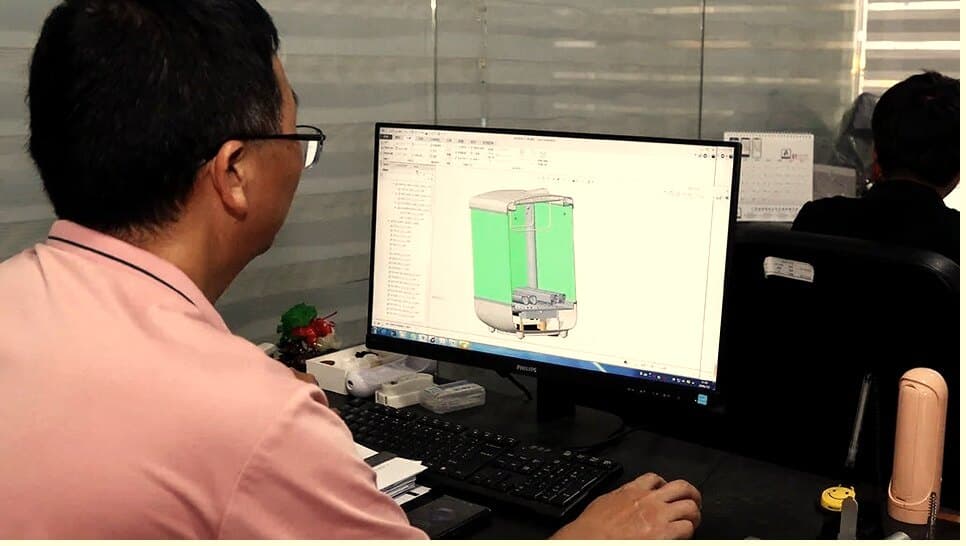
Station 06 · Engineering & R&D
Where the next composter is already on a screen.
This is the part of the floor that the catalogue page never shows. Four mechanical designers, two industrial designers, one electronics lead. The composter on the screen in the photo is the next generation of the CY06, quieter motor, slimmer profile, a glass-lid tooling change you'll see in the catalogue around Q1 2027.
We design our own tooling here, prototype in SLA and SLS on the bench you can see in the corner, and run the first short of new tools on the same presses that ship production. That collapses the loop between a sketch and a real housing into weeks instead of months, which is why our OEM clients keep coming back. A buyer who wants a private-label SKU walks into this room with a brief and walks out with a CAD file the moulding bay can quote against the same week.
The standard OEM minimum is 500 units; private-label colourways and packaging start at the same volume. Tooling cost is amortised against your first three production runs.
- Designers
- 4 mech · 2 ID · 1 EE
- Prototype
- SLA / SLS in-house
- OEM MOQ
- 500 units
- Private label
- from 500 units
Where you'll find us
Two facilities, one village.
Corporate office and factory sit a three-minute drive apart in Yantian Village, Fenggang Town, Dongguan. Both open for hosted buyer visits by appointment.
Factory · Ground level
Production line · QC · packing
Building 3, No. 2, Yi'an Middle Road, Yantian Village, Fenggang Town, Dongguan, Guangdong 523690, ChinaHosted factory visits are arranged via the RFQ form above. Both facilities sit within a three-minute drive of each other in Yantian Village, Fenggang Town.
Factory group
GoldHot Towel Warmer Division
GoldHot Kitchen Appliances and GoldHot Towel Warmer are sister divisions of the GoldHot brand family, manufactured by Dongguan Goldenhot Plastic & Hardware Products Co., Ltd. in Fenggang, Dongguan, Guangdong.
Come walk the floor
Twenty minutes is better than ten emails.
Buyer visits are welcome with fourteen days' notice. We cover ground transport from Shenzhen Bao'an, arrange a translator, and put time on the line lead's calendar so you can ask the people who do the work.